Oberflächenmessung im Mikro- und Nanometerbereich
Oberflächenmessungen bilden einen wesentlichen Bestandteil der Qualitätsprüfung in der Industrie. Eines der wichtigsten Messverfahren neben der Erfassung von Form- oder Lagetoleranzen ist dabei die Rauheitsmessung als Bestandteil der Gestaltabweichung. Rauheit zählt zu den Objekt- oder Produkteigenschaften und ihr genauer Grad wird immer dann wichtig, wenn die Objekte oder Produkte später an ihrem Einsatzort mit anderen Teilen in Berührung kommen, beziehungsweise interagieren müssen. Für das gewünschte Zusammenwirken der Teile bedarf es bestimmter Oberflächeneigenschaften, welche als solche überprüft werden müssen. Zur Erfassung gibt es zwei Verfahren:
- Taktile Oberflächenmessung
- Optische Oberflächenmessung
Beide Verfahren zur Oberflächenmessung besitzen allgemeine Vorteile und spezifische Anwendungsfälle.
Vorteile der Oberflächenmessung oder Rauheitsmessung
Rauheit stellt eine eigene technische Kenngröße dar und ist wie die Welligkeit Bestandteil der Gestaltabweichung. Der Wert definiert einen Teil der Güte einer Oberfläche. Jedes Fertigungsverfahren hat unmittelbaren Einfluss auf Material- oder Oberflächeneigenschaften, kurz die Rauheit. Dazu lässt sich ein gewünschter Rauwert oft nur mit bestimmten Fertigungsverfahren erzielen. Dabei geht es häufig um Eigenschaften oder Werte im Mikro- und Nanometerbereich. Eine haptische oder visuelle Qualitätsprüfung kann diese Dimension längst nicht mehr erfassen. Das gelingt nur mit einer hochpräzisen Oberflächenmessung. Sie erkennt viel mehr als jeder Mensch, misst zuverlässig bis in den nm-Bereich und das schnell und effizient, selbst bei größeren Messstrecken. Erfahren Sie mehr zu den beiden Messverfahren optisches Messen und taktiles Messen:
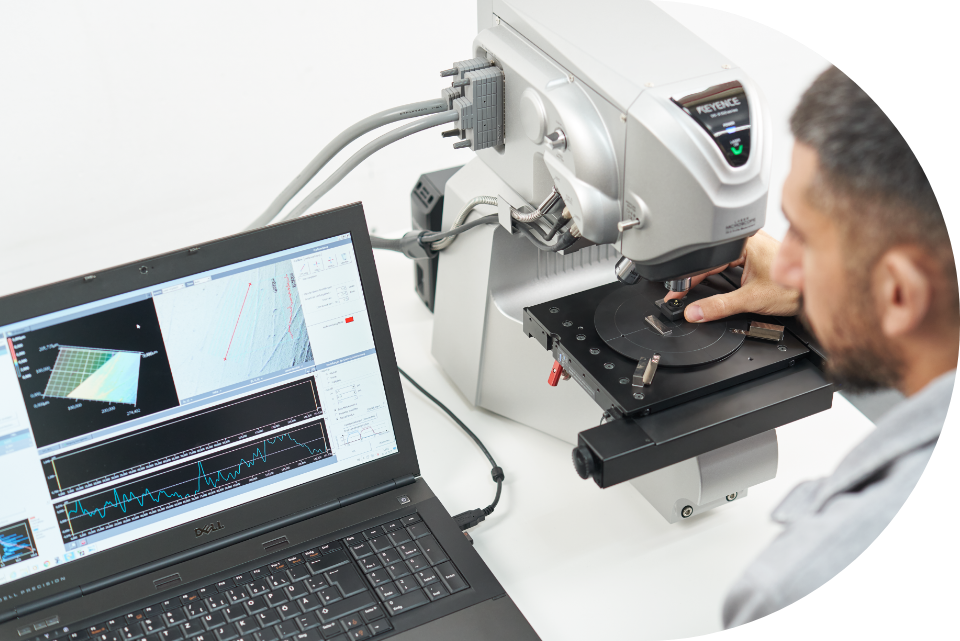
Optische Oberflächenmessung
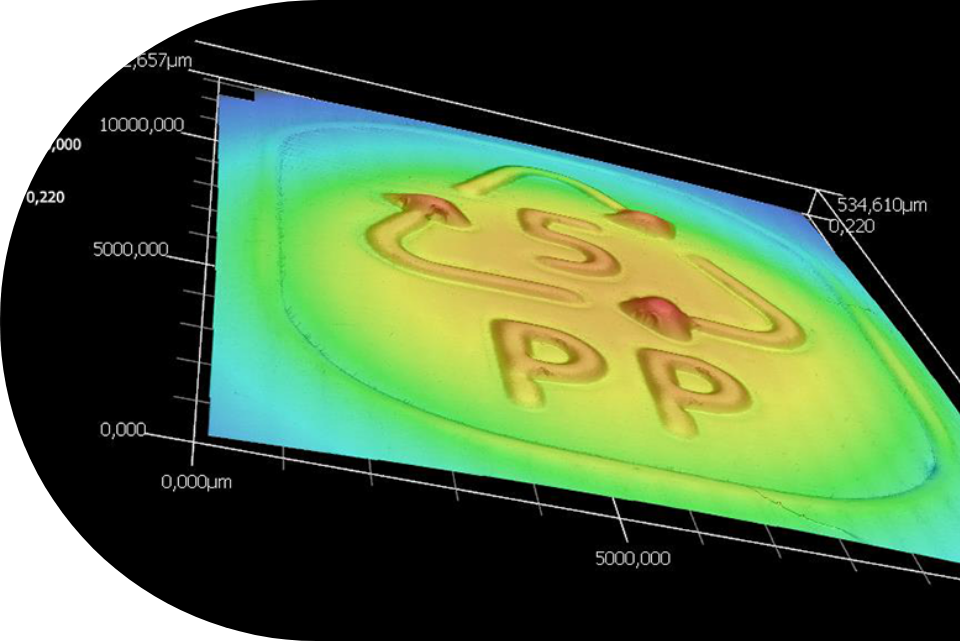
Bei der optischen Oberflächenmessung wird die Oberfläche flächenhaft erfasst. Diese Messmethode wird eingesetzt, wenn eine Berührung der Oberfläche unerwünscht ist. Dies kann zum Beispiel bei weichen Werkstoffen wie Gummi, weichen Metallen oder bei elektronischen Bauteilen der Fall sein. Empfindliche Oberflächen werden durch die Messung nicht beeinträchtigt oder beschädigt. Die Auswertung und Erfassung erfolgt in einem vorher definierten Teilbereich der Oberfläche. Die Auswertung kann flächenhaft erfolgen (z. B. Ermittlung eines Sa-Wertes). Analog dem Tastschnittverfahren können ebenso mühelos Profilschnitte in das erfasste Flächenprofil gelegt und ausgewertet werden (z. B. für die Bestimmung eines Ra-Wertes).
Eine optische Oberflächenmessung wird z. B. mittels Konfokaltechnik oder Weißlicht-Interferometrie durchgeführt. Für sichere Messergebnisse bietet es sich an, den Rauheitsmessplatz durch aktive und/oder passive Schwingungsdämpfung von möglichen Umgebungsschwingungen zu entkoppeln. Mit der optischen Oberflächenmessung können sowohl die Flächenrauheiten (z. B. Sa) als auch klassischen Linienrauheiten (z. B. Ra) ermittelt werden.
RAUHEITSMESSUNGEN OPTISCH
(OBERFLÄCHENRAUHEIT), ISO 25178
RAUHEITSMESSUNGEN OPTISCH (OBERFLÄCHENRAUHEIT), ISO 25178
Laserscanningmikroskop für Oberflächenanalyse: flächenhaft, kontaktlos.
Das Gerät ist an einem Rauheitsmessplatz mit aktiver und passiver Schwingungsdämpfung entkoppelt.
- Unterschiedlichste Materialien
- Linien- und flächenbezogene Rauheitsmessung
- Ermittlung der Oberflächenbeschaffenheit auch auf gekrümmten Flächen
- Oberflächenvergleich anhand von 42 automatisch ermittelten Parametern
- Alle Unterschiede auf einen Blick, Anzeige von ausgewählten Parametern
- Messung an steilen Flanken
- Foliendicke
- Höhenmessungen, Flächenmessungen, Volumenmessungen, hochauflösende Oberflächenbilder
- Auflösung 0,005µm
Chromatischer Oberflächensensor (Chromatic Focus Probe, CFP)
auf einem Multisensorkoordinatenmessgerät zur berührungslosen Oberflächenmessung.
- Linienrauheit
- Messprinzip nahezu unabhängig von der Oberflächenbeschaffenheit
- Besonders geeignet zur Messung von glänzenden und transparenten Materialien
(z.B. optische Bauelemente, polierte Metalloberflächen)
LASERSCANNINGMIKROSKOP
LASERSCANNING
MIKROSKOP
Rauheitsmessplatz mit aktiver und passiver Schwingungsdämpfung.
Hochauflösende Oberflächenerfassung mit Laserscanning.
- Auflösung bis 0,005µm
- Bestimmung der flächenhaften Oberflächenkenngrößen nach DIN EN ISO 25178
- Ermittlung aller gängigen Linienrauheiten analog dem Tastschnittverfahren
- DIN EN ISO 4287 — Rauheitsprofil, Welligkeits‑, Primärprofil
TASTSCHNITTVERFAHREN
Rauheitsmessungen aller gängigen Linienrauheiten
- DIN EN ISO 4287 — Rauheitsprofil, Welligkeits‑, Primärprofil
- Freitastsystem
- Gleitkufentastsystem
AUSFÜHRLICHE ENDAUSWERTUNGEN
In der Anfertigung der Auswertungsprotokolle sind wir extrem flexibel. Wir halten uns an die üblichen Standards, berücksichtigen aber auch Ihre individuellen Anforderungen an Format und Umfang.
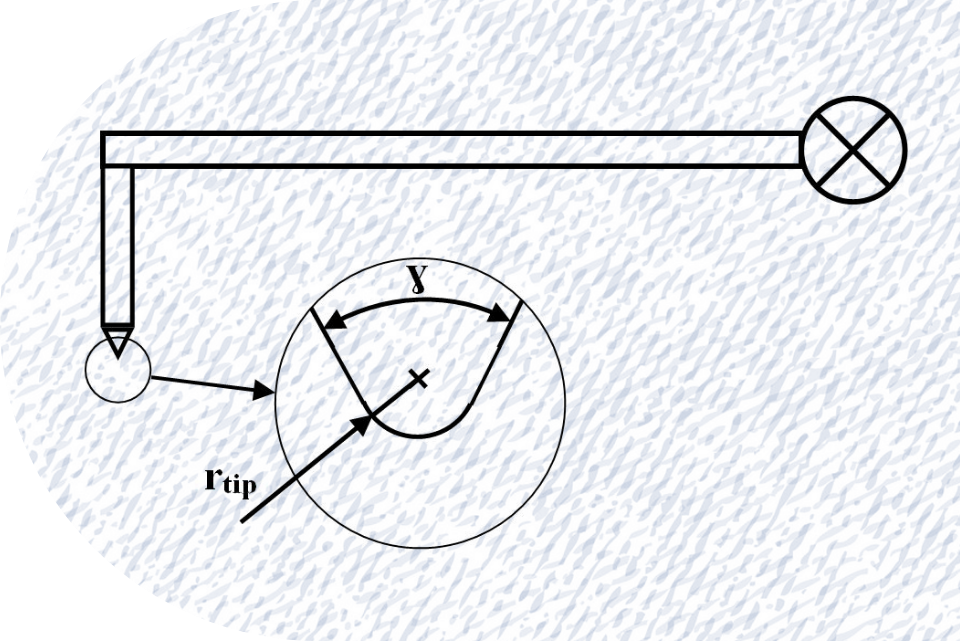
Taktile Oberflächenmessung (Tastschnittverfahren)
Eine Alternative bilden taktile Oberflächenmessungen im Profilschnitt mit Hand- oder Tischgeräten zur Oberflächenmessung bei Einzelstücken oder zur Serienmessung. Geräte für taktiles Messen arbeiten mit einer Diamantspitze an ihrem Messkopf. Das erfordert große Sorgfalt, vor allem beim Einsatz von Mobilgeräten. Als härtestes Material überhaupt kann der Diamant sonst leicht in ein Material einschneiden und die Messung verfälschen. Dazu liefern taktile Messgeräte immer nur Messwerte aus einem Linienprofil. Eine großflächige Erfassung eines Objekts dauert lange, während ein vollständiger optischer Scan der Oberfläche kontaktlos in wenigen Sekunden abgeschlossen ist. So hat sich in vielen Bereichen ein allgemeiner Trend hin zu den optischen Oberflächenmessungen entwickelt.
Anwendungsbereiche der Rauheitsmessung

RAUHEITSMESSUNGEN TAKTIL
IM TASTSCHNITTVERFAHREN
(LINIENRAUHEIT)
DIN EN ISO 4287, DIN EN ISO 13565,
MOTIF – DIN EN ISO 12085, ASME B46.1, JIS B601,
weitere Kenngrößen
- Bezugsflächensystem stationär (Freitastsystem):
alle gängigen Rauheitskenngrößen (Linienrauheit) - Gleitkufensystem, mobil:
alle gängigen Rauheitskenngrößen (Linienrauheit)
BEZUGSNORMALE
DAkkS-kalibriertes Raunormal (Standard)
- Ra = 3µm
- Rz = 6,5µm
DAkkS-kalibriertes Raunormal, superfeines Rauheitsprofil
- Ra = 0,025µm (25nm)
- Rz = 0,150µm (150nm)
CAMESMA GmbH – Ihr Partner für Oberflächenmessungen
Oberflächenmessungen aller Art, 3D CT Scan oder Multisensor-Koordinatenmesstechnik und mehr: Wir sind Ihr akkreditiertes Prüflabor für Messtechnik und liefern Ihnen zuverlässige Messergebnisse mit umfangreicher Dokumentation für Erstbemusterung und Prototypen oder bei Lohnmessungen. Dabei nutzen wir modernste Technik, mit der wir für Sie Oberflächenmessungen und andere Qualitätsprüfungen durchführen können. Auf diese Prüfungen ist Verlass – genau wie auf unsere Qualität. Diese ist dokumentiert in unserer Akkreditierungsurkunde zur Ermittlung von Maß- und Formabweichungen nach DIN EN ISO/IEC 17025 und wird regelmäßig geprüft und bestätigt.